Szycie bluzy nićmi. Moskiewski Państwowy Uniwersytet Sztuk Poligraficznych Produkcja bloków książkowych
Szycie nitką jest najstarszą metodą oprawiania bloków książkowych, gdyż stosowano ją również do oprawy ksiąg rękopiśmiennych. W praktyce światowej stosuje się trzy rodzaje klocków do szycia z nićmi: notatnik, ścieg i ścieg. Szycie bazgrołów ma dwie odmiany: na gazie i bez gazy.
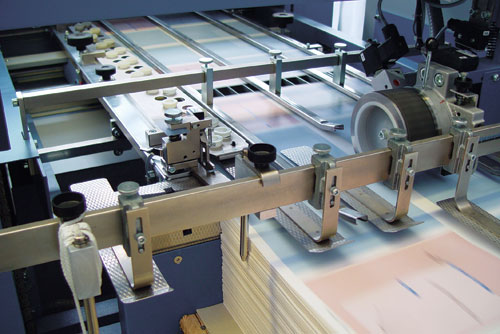
Przez prawie dwa tysiąclecia ręcznie pisane i drukowane książki były zszywane w zeszytach nitkami cienkich ścięgien i nićmi ręcznie za pomocą prostej maszyny do szycia (drewnianej deski ze stojakiem w kształcie litery U na krawędzi), co umożliwiało zapiąć więzadła lub warkocze w stanie napiętym. Technologia szycia zeszytów bloków książkowych została zmechanizowana dopiero pod koniec XIX wieku, w 1984 (Bremer, Niemcy) i zautomatyzowana w latach 50. XX wieku. XX wiek (ZSRR). Obecnie szycie bloków z nićmi odbywa się na specjalistycznych półautomatach i automatach szwalniczych. Specjalistyczne maszyny przeznaczone są do szycia blokowego prostym ściegiem broszurowym Uniwersalne niciarki pozwalają na szycie bloków na gazie prostym i wymiennym ściegiem bindującym oraz bez gazy prostym i wymiennym ściegiem broszurowym.
Do szycia stosuje się mocne nici nylonowe i bawełniane o gęstości liniowej około 50 tex (g / km) oraz poligraficzną gazę bawełniano-poliestrową marki NSh (do maszyn do szycia). Przy szyciu bez gazy kartki zeszytów i zeszytów łączy się ze sobą od trzech do sześciu szwów, których ilość zależy od wysokości bloku książki, a zeszyty skrajne bloku przykleja się do sąsiednich za pomocą wąski pasek kleju zapobiegający ich odrywaniu w wyniku rozpuszczenia szwu po przecięciu nitek pomiędzy blokami. Przy naszywaniu gazy do grzbietu bloczka dołącza się dodatkowo szeroką taśmę materiału korzeniowego z zewnętrznymi elementami szwu, która służy do pewnego mocowania okładki wiązania do bloczka, a pomiędzy bloczkami wykonuje się pętlę z gazy, który po cięciu, wykonanym ręcznie na stole odbiorczym maszyny, formuje płaty materiału korzeniowego o szerokości 18 lub 22 mm w zależności od formatu i grubości bloku.
Wydajność szwalniczych półautomatów wynosi około 60 zeszytów na minutę, a maksymalna prędkość techniczna maszyn sięga 100-130 taktów/min. Jednak nawet przy dużej prędkości szycia pracochłonność bloków do szycia składających się z 20–30 zeszytów stanowi znaczną część wszystkich kosztów pracy wymaganych przy procesach szycia i oprawy. W rezultacie szycie zeszytów nićmi jest obecnie stosowane głównie do oprawy, bloków publikacji przeznaczonych do długiego okresu użytkowania i (lub) intensywnego użytkowania - prac zbiorowych, encyklopedii, wielotomowych słowników i informatorów, podręczników itp. Szycie notesów bez gazy prostym ściegiem broszurowym stosowane jest głównie przy produkcji publikacji w oprawie introligatorskiej, jeśli dalsza obróbka bloków o grubości 12 - 40 mm ma być poddawana obróbce na automatycznych liniach tacowych, na których gaza jest klejony po obróbce mechanicznej kręgosłupa. Ta metoda szycia bywa stosowana przy produkcji małoseryjnej publikacji wielotomowych w okładce o grubości bloku większej niż 15 mm, jeśli nie można zastosować innych metod oprawy (np. z powodu braku wyposażenia) lub nie mogą one zapewnić wymagane wartości wytrzymałości, trwałości i otwarcia publikacji.
Blokowe szycie klocków ze ściegami ma ograniczone zastosowanie np. w wielkoseryjnej produkcji małonakładowych publikacji dziecięcych w oprawie introligatorskiej. Ta metoda klejenia stosowana jest na linii produkcyjnej De Flores (McCain, USA), w której bloki zszywa się na maszynie Singer (USA) ściegiem łańcuszkowym dwunitkowym o długości ściegu do 2 mm.
Szycie bloków książkowych z nitkami do wszywania można wykonać na specjalnych maszynach firmy Singer o stosunkowo grubych nitkach o gęstości liniowej około 100 tex. Za granicą ta metoda jest szeroko stosowana w produkcji publikacji przeznaczonych do długiej żywotności lub intensywnego użytkowania z selektywnym czytaniem - podręczników, informatorów, encyklopedii itp.
n1.doc
9. KLOCKI DO SZYCIA Z NITKAMI
Klasyfikację metod szycia za pomocą nici pokazano na rysunku 9.1.
Ryż. 9.1. Klasyfikacja sposobów szycia nićmi
Dzięki mocowaniu blokowemu wszystkie zeszyty bloku książkowego są zszywane w tym samym czasie. W przypadku szycia zeszytów każdy zeszyt bloku jest przeszywany przez zakładkę grzbietową, zeszyty są ze sobą połączone poprzez przechodzenie nitek ściegów z zeszytu na zeszyt. Dlatego możliwe jest szycie zarówno na materiale korzeniowym, jak i bez niego.
Największe zastosowanie do mocowania bloków książkowych otrzymały notebookowe metody mocowania.
9.1.
Szycie blokowe nićmi
Do szycia ściegami blok wyposażony jest we wkładkę, dzięki czemu objętość bloku jest ograniczona do 80 stron (5–7 mm). Podczas zapinania szwem supełkowym wykonuje się trzy nakłucia w zagięciu grzbietowym, w które wkładana jest nić, tworząc zszywki nici, końce nici są wiązane w węzeł. Wadą jest luźne szycie i możliwość rozwiązania węzła nici, niechlujny wygląd ze względu na obecność węzła w złączu notebooka. Schematyczne tworzenie węzła nici pokazano na rysunku 9.2. 
Ryż. 9.2. Wiązanie schemat szycia
Metodę w krajach europejskich stosuje się do zapinania zeszytów szkolnych i ogólnych. Nie był używany w naszym kraju.
Przy szyciu nićmi ściegiem wahadłowym klocek wyposażony we wkładkę wszywa się w ścieg wzdłuż zagięcia grzbietowego. Przy użyciu dwóch szpulek nici szycie nazywa się czółenkiem, a przy użyciu jednej łańcuszkiem. Długość ściegu waha się od 5 do 20 mm. Przy użyciu jednej nici szew powstaje dzięki jej przeplotowi, nić w postaci pętelki przebija się igłą przez zagięcie i haczyk chwytając go przenosi do kolejnego nakłucia, gdzie nowo uformowana pętelka jest przeciągnięty przez poprzedni.
Szycie blokowe nićmi stosuje się przy małonakładowych publikacjach dziecięcych. W skład linii produkcyjnych wchodzą urządzenia do komisjonowania klocków z wkładką, specjalistyczna szybkobieżna maszyna szyjąca Singer, maszyna do trójstronnego obcinania bloczków oraz urządzenia do wkładania bloczków w okładki introligatorskie. Schemat procesu technologicznego wytwarzania książek metodą szycia blokowego ściegami ściegowymi ze ściegiem łańcuszkowym pokazano na rysunku 9.3. 
Ryż. 9.3. Schemat procesu technologicznego wytwarzania książek
szycie blokowe ściegiem ściegiem łańcuszkowym
Powyższa technologia wykorzystuje „własny” flyleaf. Zużycie nici to około 0,3 kg na tysiąc książek wielkoformatowych. Stosowane są specjalne nici żaroodporne, ponieważ. wskutek tarcia igła nagrzewa się do 400°C. Prędkość takich linii produkcyjnych może sięgać nawet 60 bloków/min, w zależności od wysokości kręgosłupa. Podobną linię produkcyjną zainstalowano w drukarni Książek Dziecięcych w Moskwie, producentem jest McCain, USA.
Szycie blokowe nićmi w zakładce można wykonać ściegiem węzełkowym lub ściegiem czółenkowym. Technologia ta została opracowana głównie w USA, obejmuje montaż klocków z selekcją, mocowanie grzbietu klejem, wiercenie otworów pod szew nici wzdłuż pola grzbietowego w odległości 5 mm od zagięcia, szycie szwem wahadłowym . Wadą technologii jest słaba otwartość książki, konieczność zwiększenia marginesu grzbietu i zmniejszenia paska pisania, co prowadzi do wzrostu zużycia papieru. Ta technologia nie znalazła zastosowania w krajach europejskich i Rosji.
9.2. Klocki dresowe z nitkami
Opracowanie metody szycia zeszytów nićmi umożliwiło udoskonalenie technologii wykonywania książek. Metoda ma szereg niezaprzeczalnych zalet:
- nici są chemicznie neutralne dla papieru i odporne na warunki atmosferyczne, lekko pogrubiają część grzbietową bloku, zapewniają dużą siłę sklejenia i trwałość książek;
- szycie nićmi pozwala na zastosowanie różnych opcji obróbki kręgosłupa;
- wprowadzenie zautomatyzowanego szycia nićmi umożliwiło tworzenie wielopozycyjnych jednostek obróbczych bloków oraz produkcję w linii.
Główną wadą szycia zeszytów nićmi jest zależność złożoności szycia od objętości bloku. Konsekwencją tego jest trudność zsynchronizowania operacji szycia z kolejnymi operacjami technologicznymi, co prowadzi do niepełnego wykorzystania możliwości szwalni przy małej objętości książki i braku wydajności w przypadku dużego nakładu publikacji. Flota sprzętu szwalniczego drukarni liczona jest zwykle na średni wolumen książek.
9.2.1. Rodzaje szwów. Szycie liniowe nićmi na uniwersalnych maszynach do szycia można wykonać następującymi rodzajami ściegów: broszura prosta, broszura regulowana, przejście proste, oprawa regulowana.
Najczęstszym jest prosty ścieg broszurowy. Służy do szycia bloków książkowych do 30 p.l. (III grupa według objętości), przeznaczone do przetwarzania na blokowych jednostkach przetwarzania. Schemat tworzenia prostego ściegu broszurowego pokazano na rysunku 9.4.


Ryż. 9.4. Prosty wzór ściegu broszurowego
Prosty ścieg broszurowy zapewnia dobrą gęstość szycia, jeśli znajdzie się małżeństwo, szew można łatwo rozpruć i ponownie zszyć blok. Dzięki prostszemu ruchowi elementów szyjących zapewniona jest stabilna praca maszyny.
Ścieg skokowy charakteryzuje się przesunięciem zszywki nitki w sąsiednich zeszytach. Wzór ściegu pokazano na rysunku 9.5a.



Ryż. 9.5. Wzory ściegów: a) przemienny ścieg broszurowy;
b) oprawa prosta; c) regulowana oprawa introligatorska
Ścieg nie znalazł szerokiego zastosowania ze względu na możliwe przesunięcie zeszytów w główce o 1,5–2 mm oraz mniejszą gęstość szycia w porównaniu ze ściegami prostymi.
Ścieg ślizgowy (ryc. 9.5c) zalecany jest do szycia nićmi na gazie zeszytów II, II, IV grup pod względem objętości dowolnego formatu z dalszą obróbką krok po kroku (produkcja na małą skalę). W przypadku publikacji encyklopedycznych słowniki wielkotomowe IV gr. i masowa produkcja z obróbką na blokach, dozwolone jest szycie bez gazy.
9.2.2. Technologia szycia zeszytów nićmi i wymagania dotyczące materiałów, zeszytów, szytych bloków. W procesie szycia każdego bloku na maszynie do szycia wykonywane są następujące operacje.
- otwarcie zeszytu w środku i przetransportowanie go do maszyny do szycia;
- przeszycie notesu przez zakładkę z mocowaniem do wcześniej zszytej części bloku;
- wsunięcie notebooka na stół odbiorczy;
- klejenie skrajnych par zeszytów wzdłuż krawędzi grzbietu;
- tworzenie ściegu jałowego (w celu późniejszego oddzielenia nitek między blokami);
– nacinanie nici między blokami;
- tworzenie pętli z gazy podczas szycia na gazie;
– automatyczna kontrola sortowania blok po bloku zgodnie z pozycją pierwszego zeszytu z wyklejką w bloku.
Szycie można wykonać nićmi na bazie włókien naturalnych, sztucznych i kombinacji włókien naturalnych i sztucznych. Do szycia nici bawełniane nr 30 w 6 dodatkach, nici nylonowe nr 50k w 3 dodatkach, nici kombinowane składają się z nici poliestrowych, które są skręcane z włóknami bawełnianymi lub nimi owijane. Włókno syntetyczne nadaje nitom mieszanym większą wytrzymałość, elastyczność i odporność na wilgoć. Bawełna poprawia właściwości powierzchni, zapewniając dobrą gładkość i antypoślizgowość. Wybór nici do szycia uzależniony jest od rodzaju papieru, ilości i objętości zeszytów. W przypadku małych notebooków nitki powinny być cieńsze. Przy stosowaniu szybkich maszyn do szycia nici muszą być odporne na rozdzieranie i rozciąganie. Nici z włókien sztucznych są odporne na zginanie i rozdzieranie znacznie wyższa niż nici bawełniane. Należy pamiętać, że nici z włókien naturalnych mogą gnić podczas przechowywania. Dlatego też nici z włókien bawełnianych są coraz częściej zastępowane przez nici sztuczne na bazie jedwabiu poliamidowego o średnicy 0,23 mm. Nici mieszane służą do szycia papierów powlekanych do publikacji wysokiej jakości.
Gaza do szycia stosowana jest na dwunitkowej bawełnianej bazie, ubranej w opatrunek skrobiowy lub syntetyczny. Wadą jest owłosienie.
Jako klej do klejenia zewnętrznych par zeszytów kompozycja składająca się z 90 w.h. roztwór NaCMC (stężenie 6%) i 10 w.h. PVAD. Klejenie jest konieczne, aby zapobiec rozplątywaniu się ściegu podczas rozdzielania bloków na stole odbiorczym maszyny.
Wymagania dotyczące notebooka:
- rodzaj pętli (lewa lub prawa) musi odpowiadać wymogom używanego sprzętu do szycia;
– rozmiar kabla (8±2) mm;
- szerokość wyklejek i innych naklejek powinna odpowiadać wąskiej połowie notesu;
- brak zgniatania i rozrywania kabla;
- brak sklejania zeszytów z naklejkami (podkładki, ilustracje);
Wymagania dotyczące zszywanych bloków:
- nie zrywa nici;
- poszycie fałd;
- wystarczająca gęstość szycia;
– brak przemieszczenia zeszytów w głowicy bloku, brak wciągania zeszytów do bloku, prawidłowe obcinanie nitek ściegu jałowego, prawidłowe wymiary skrzydełek z gazy, brak podartych lub zbyt dużych przebić na wewnętrznej fałdzie.
Gęstość szycia charakteryzuje wielkość przemieszczenia górnej części bloku książki przy obciążeniu ścinającym 10 N oraz współczynnik ścinania
 ,
,
gdzie C jest współczynnikiem przesunięcia;
A jest wartością przemieszczenia, mm;
T bl - grubość bloku, mm.

Ryż. 9.6. Ustalenie kwoty offsetu
Szerokość skrzydełek z gazy dla małych i średnich formatów wynosi 18 mm, dla dużych formatów 22 mm.
9.2.3. Czynniki wpływające na wytrzymałość szycia bluzy. Siła szycia zeszytu charakteryzuje się dwoma wskaźnikami (siła wyrywania wewnętrznych kartek zeszytu oraz siła wyrywania całego zeszytu z bloku) i zależy od następujących czynników: wytrzymałość papieru na rozciąganie, kierunek wypływ papieru, objętość zeszytów, wytrzymałość i elastyczność nici, ilość i długość ściegów, rodzaj materiału grzbietowego.
Wraz ze wzrostem wytrzymałości papieru rośnie też wytrzymałość szycia zeszytów.
Cięcie poprzeczne daje wytrzymałość podczas wyrywania wewnętrznych arkuszy w
1,5–2 razy więcej niż przy cięciu dzielonym. Dzieje się tak, ponieważ siła skierowana jest prostopadle do masy włókien. Papiery cięte muszą mieć dużą wytrzymałość poprzeczną.
Objętość notebooków nie wpływa na rozrywanie wewnętrznych arkuszy, ale podczas wyrywania całego notebooka siła rozdzierania wzrasta wraz ze wzrostem objętości.
Wytrzymałość nici powinna być większa niż wytrzymałość arkusza papieru, ale niższa niż wytrzymałość notebooka na rozdarcie, uważa się za normalne, jeśli nici wytrzymują obciążenie 7–8 kg przy naprężeniu.
Im większe względne wydłużenie nici, tym mniejsze prawdopodobieństwo rozdarcia się papieru w pobliżu nakłuć i odpowiednio większa wytrzymałość.
Nici syntetyczne mają największą wytrzymałość i elastyczność.
Zależność siły od liczby szwów jest liniowa, wraz ze wzrostem liczby szwów siła wzrasta.
Długość ściegu ma mniejszy wpływ na wytrzymałość. Dzięki podwojeniu długości ściegu siła wzrasta o 20%. Podczas szycia starają się zwiększyć ilość ściegów, dlatego bloki małych formatów szyje się dwoma ściegami, średnimi – czterema, dużymi – pięcioma, a 60×90/8 – sześcioma.
Obecność, gatunek i wytrzymałość materiału korzenia wpływają głównie na wytrzymałość połączenia między blokiem a pokrywą, ponieważ wytrzymałość materiału korzenia jest większa niż wytrzymałość nici.
9.2.4. Sprzęt do szycia. Sprzęt do szycia wyróżnia się możliwością wykonania określonych ściegów oraz stopniem automatyzacji. Maszyny BNSh-6A (automatyczne) są obsługiwane w przedsiębiorstwach krajowych. BNSh-6 (półautomatyczny), wyprodukowany na Ukrainie, wykonujący wszystkie rodzaje szwów. Niemcy są reprezentowane przez podstawowy model F-140 (półautomatyczny, wszystkie rodzaje szwów); F-145A (automatyczny, prosty ścieg broszurowy); F-142A (automatyczne, broszurowe ściegi, proste i przemienne). W Europie największym dostawcą sprzętu do szycia jest włoska firma Meccanotecnica, najbardziej znane modele to Aster180, Aster220SA, Aster220C. Te modele mają najwyższą prędkość podajników Headop, prędkość szycia osiąga
180-220 zeszytów na minutę (10-12 tys. zeszytów na godzinę). Konfiguracja przy przejściu na nowe zamówienie odbywa się automatycznie, separacja bloków i usuwanie gotowych produktów są również zautomatyzowane. Rozwój tej serii maszyn szybkoobrotowych przyczynił się do ożywienia zainteresowania technologią szycia nici. Na podstawie tych automatycznych maszyn do szycia firma Meccanotecnica opracowała zautomatyzowaną linię produkcyjną Multiplex. Zawiera sortownicę typu poziomego (możliwe od 6 do 30 magazynków na zeszyty). Gotowe klocki w postaci wiązań o wysokości
100 mm są przenoszone na przenośniki załadowcze każdej maszyny do szycia, a stamtąd są kaskadowane bezpośrednio do podajników. Linia wyposażona jest w trzy maszyny szwalnicze Aster180 lub Aster220C. Podajniki są wyposażone w system kontroli sztaplowania Opticontrol. Bloki usieciowane są albo ułożone w stos lub w sposób ciągły wysyłane do jednostek przetwarzania bloków. Zastosowanie takich linii znacznie zwiększa wydajność pracy, zmniejsza liczbę pracowników i powierzchni produkcyjnych oraz prowadzi do obniżenia kosztów produkcji. W krajach europejskich działa ponad 20 takich linii.
Szycie notesów nićmi można również zintegrować z technologią druku „książek na zamówienie”. Współpraca firm Xerox i Zechini Grafor zaowocowała powstaniem linii, która obejmuje cyfrową prasę DocuTech i wykańczanie postpressowe ze zszywaniem notebooków. Przygotowany plik PostScript jest przesyłany z sieci do kontrolera druku DocuTech, który dokonuje konwersji bitmapy i steruje procesem drukowania. System drukuje paski w selekcji, zadrukowane arkusze są składane i dostarczane na linię szwalniczą, gdzie najpierw są składane w zeszyty, zszywane w kolejności odpowiadającej nałożeniu pasków, a następnie blok jest oklejany miękką okładką z klej na gorąco i po przycięciu z trzech stron jest przekazywany do klienta.
Obecnie w segmencie książek oprawnych, jak również w większości innych segmentów rynku druków, widoczna jest wyraźna tendencja do spadku nakładu. Do realizacji takich zamówień nieskuteczne są automatyczne linie szyjące pozostawione w niektórych przedsiębiorstwach od czasów sowieckich i dlatego można stwierdzić, że stopniowo pojawia się dość atrakcyjna nowa nisza rynkowa - produkcja małych nakładów oprawionych książek na półkach. -automatyczne wyposażenie.
Produkcja wysokiej jakości oprawionych książek z pewnością można nazwać jednym z najwyższych poziomów umiejętności drukarskich. Charakterystyczną cechą procesu produkcyjnego tego typu produktu jest złożona obróbka post-press, która obejmuje trzy główne etapy:
- produkcja bloku książkowego;
- tworzenie okładek;
- montaż i wykończenie książki.
Tworzenie bloków książek
Do produkcji bloków książkowych zeszyty są formowane z zadrukowanych arkuszy, które następnie są wybierane w zestawy, łączone przez szycie lub bezszwowe.
Robienie zeszytów
Notatniki dzielą się na proste i złożone. Pierwsze z nich to zgięty arkusz zadruku, drugie zawierają dodatkowe elementy: kleje i/lub wklejki.
Składanie
Operacja składania służy do formowania zeszytów o wymaganym formacie i wzornictwie z zadrukowanych arkuszy (płótna).
Liczba fałd wykonywanych przy składaniu publikacji książkowych zwykle nie przekracza czterech, co umożliwia uzyskanie 32-stronicowych zeszytów, jednak rosnące w ostatnich latach zastosowanie maszyn arkuszowo-rolkowych o bardzo dużym formacie doprowadziło do wprowadzenia 48 oraz zeszyty 64-stronicowe z pięcioma zakładkami. Liczba zagięć może być ograniczona w zależności od grubości i gramatury papieru. Grube, sztywne papiery są składane z mniejszą ilością zagięć niż papiery cienkie (jeśli nie można uzyskać zeszytu o wymaganym formacie poprzez złożenie, stos jest cięty). Papiery powlekane są zwykle składane w nie więcej niż trzy fałdy (zeszyty 16-stronicowe).

Schemat składania zależy od stosunku formatu drukowanych arkuszy do formatu książki, a także od wymagań dotyczących projektowania zeszytów. W zależności od względnego położenia fałd, fałdy są równoległe (każda następna fałda jest równoległa do poprzedniej), prostopadła (każda kolejna fałda jest prostopadła do poprzedniej) i składana kombinowana. W zależności od położenia fałd na arkuszu składanie dzieli się na symetryczne i przesunięte. W produkcji książek, przy otrzymywaniu zeszytów 8, 16, 32 i 64-stronicowych na sprzęcie operacyjnym, z reguły stosuje się symetryczne prostopadłe składanie, a do produkcji zeszytów 12, 24 i 48-stronicowych stosuje się kombinację.
Korzystnie, w zeszytach powstałych w wyniku składania, kierunek maszynowy papieru jest równoległy do grzbietu. Przy takim ułożeniu włókien fałdy mają wyraźny kształt przy minimalnych obciążeniach odkształcających na papierze, co usprawnia otwieranie książki i przyczynia się do większej siły wiązania bloku. Zalecane jest również zamknięcie głowicy zeszytu, gdyż takie zeszyty są bardziej zaawansowane technologicznie do dalszej obróbki (zwłaszcza w przypadku stosowania otwieraczy).
Falcowanie może odbywać się w modułach falcująco-tnących pras rolkowych lub na sprzęcie roboczym, który służy do obróbki wydruków wykonanych na prasach arkuszowych. Na maszynach drukarskich typu roll-to-roll z reguły wytwarzane są produkty o dużej cyrkulacji, dlatego głównym sprzętem do składania średnich i małych serii są maszyny działające automatycznie.
Niezależnie od cech technologicznych, automatyczne falcerki zawierają następujące główne moduły: podajnik, sekcje falcujące, urządzenie odbiorcze. System transportu arkuszy służy do transportu arkuszy przez sekcje maszyny. Dodatkowo falcerki mogą być wyposażone w dodatkowe zespoły technologiczne i moduły.
W nowoczesnych falcerkach stosowane są dwa rodzaje podajników: stos płaski i stos okrągły. Podajniki stosu płaskiego podają arkusze z pionowego stosu zainstalowanego na płaskim stole, a podajniki stosu okrągłego zawierają dwa stoły: arkusze są układane na górnym stole z niewielkim przesunięciem względem siebie (wlot), tworząc przepływ kaskadowy, a dolny stół służy do podawania arkuszy do maszyny. Główną zaletą podajników z okrągłym stosem jest możliwość ładowania papieru bez zatrzymywania maszyny, jednak mają one duże gabaryty i stosunkowo małą pojemność.
Arkusze są podawane przez falcerkę za pomocą przenośników rolkowych lub taśmowych. Przenośniki taśmowe są tańsze niż przenośniki rolkowe, ale przenośniki rolkowe zapewniają bardziej stabilne warunki transportu arkuszy.

Zaginanie blachy odbywa się za pomocą pary stalowych rolek, które dociskają wygiętą blachę – tzw. pętlę, tworząc fałdę. Siła zagniatania zależy od odległości pomiędzy rolkami falcowania i zależy od grubości papieru, liczby i względnego położenia zagięć oraz orientacji włókien w arkuszu. Większa siła jest wymagana przy składaniu grubego papieru, wieloskładkowych zeszytów oraz przy formowaniu zagięć wzdłuż słojów papieru.
W zależności od sposobu formowania pętli foldery dzielą się na dwa rodzaje: kasetę i nóż. Urządzenie do składania kaset składa się z systemu trzech rolek i kasety. Rolki są przeznaczone do podawania arkusza do kasety, tworzenia pętli i składania arkusza. Tworzą dwie pary: podającą i składającą (powszechna jest jedna rolka). Kaseta posiada wgłębienie na wejście arkusza z ogranicznikiem i jest montowana pod kątem do płaszczyzny poziomej.
Sekcja kasety może zawierać kilka ułożonych naprzemiennie kaset, które można wykorzystać do tworzenia fałd równoległych, w tym fałd dętych i harmonijkowych.
W falcerkach nożowych pętla powstaje w wyniku odkształcenia arkusza nożem. Głębokość opuszczania noża dobiera się tak, aby niezawodnie wsuwał pętlę między rolki, ale nie dotykał ich powierzchni.
Główną zaletą falcerek nożowych jest duża dokładność falcowania przy obróbce materiałów o różnej grubości, w tym dużej ilości zagięć. Teczki nożowe są kompaktowe, ale ich konserwacja i ręczna regulacja są trudne ze względu na słabą dostępność mechanizmów. Istotnymi wadami składarek nożowych są ograniczony wybór schematów składania (składanie równoległe jest zwykle niemożliwe) oraz ograniczona wydajność ze względu na obecność w mechanizmie noża posuwisto-zwrotnego.
Maszyny do falcowania kasetowego oferują bardzo szeroką gamę wzorów falcowania i są bardzo wydajne, ponieważ wszystkie ich mechanizmy obracają się ze stałą prędkością lub są nieruchome. Są stosunkowo proste w konstrukcji i łatwe w konfiguracji. Jednak dokładność zaginania kasety jest mniejsza niż zaginania nożowego i jest silnie uzależniona od grubości arkusza. Składanie bardzo cienkich i bardzo grubych papierów w urządzeniach kasetowych, a także uzyskanie zeszytów wielostronicowych jest zwykle technologicznie trudne lub niemożliwe.
Obecnie szeroko stosowane są falcerki kombinowane, w których pierwsze fałdy formowane są w sekcjach kasetowych, a ostatnie - w sekcjach nożowych.
Falcerki mogą być dodatkowo wyposażone w urządzenia wykrawające do cięcia, bigowania i perforacji arkuszy, urządzenia klejące, a także urządzenie do szycia z nitką termiczną (patrz niżej). Cięcie nożem krążkowym może być stosowane w produkcji zeszytów i umożliwia zwiększenie stopnia wykorzystania formatu maszyny. Bigowanie i perforacja służą do ułatwienia tworzenia fałd podczas pracy z gęstymi materiałami lub z dużą liczbą fałd.
Odbiorniki falcerek tworzą strumień kaskadowy lub poziomy stos złożonych zeszytów.
klejenie
Notesy kompozytowe to złożona zadrukowana kartka, uzupełniona o dodatkowe elementy: wyklejkę, wkładki ilustracyjne, wkładki z mapami geograficznymi itp. Dodatkowe elementy są przyklejane do notebooka z zewnątrz lub wklejane wewnątrz.
Wyklejka - część papierowa lub kombinowana, która łączy i spina blok książki z oprawą oprawy. Wyklejkę przykleja się albo do pierwszego i ostatniego zeszytu bloku przed zaznaczeniem, albo do wybranego i zapiętego bloku.

Zgodnie z konstrukcją i sposobem mocowania do bloku istnieje około dziesięciu rodzajów wyklejek, jednak w praktyce w zdecydowanej większości przypadków stosuje się zwykłą wyklejkę samoprzylepną, która przy dużej objętości książki może być obszyte papierem lub tkaniną.
Wyklejka wykonana jest ze specjalnego papieru, mocnego na złamanie. W przypadku stosowania kleju dyspersyjnego na zimno należy używać papieru wodoodpornego. Masa wyklejki powinna być tym większa, im większa jest objętość bloku i masa papieru bloku. Cięcie wyklejki musi być ułamkowe, aby zagięcie zostało wykonane w kierunku maszyny.

Pozycja przyklejenia prostej wyklejki do zeszytu zależy od sposobu mocowania bloku. Przy oprawie szytej wyklejka podklejana jest 12 mm od grzbietu, przy oprawie bezszwowej z wycięciem zakładek grzbietowych - co najmniej 5 mm od grzbietu, przy oprawie zeszytów nićmi termicznymi - bez wcięcia. Szerokość paska kleju powinna wynosić 45 mm.
Wykończenie prostej wyklejki samoprzylepnej można wykonać za pomocą wąskiej taśmy papierowej lub materiałowej w przypadku zapięcia blokowego. Obrzeże z taśmy papierowej zalecane jest w przypadkach, gdy objętość bloku przekracza 400 stron, taśma materiałowa - gdy objętość bloku przekracza 640 stron.
Klejenie dodatkowych elementów wewnątrz notesu odbywa się zwykle ręcznie, do klejenia można użyć urządzeń półautomatycznych i automatycznych. Istnieją maszyny do klejenia wyklejek (lub innych elementów) do zeszytów oraz maszyny do klejenia wyklejek do bloków.
Automatyczne maszyny do klejenia notebooków obejmują podajnik do notebooków, podajnik do książek (lub inne elementy), przenośnik, maszynę do klejenia, urządzenie do zaciskania i urządzenie odbierające. Klej nakłada się na zeszyt lub wyklejkę - w zależności od tego, który z tych elementów jest podawany jako pierwszy. Po wyrównaniu broszury i wyklejki, które znajdują się na różnych poziomach przenośnika, są one podawane do sekcji zagniatania rolki lub taśmy, gdzie odbywa się klejenie. Po sklejeniu dodatkowych elementów klej należy wysuszyć.
Automaty do klejenia wyklejek do bloku mają podobną zasadę działania - z tą różnicą, że sklejane są jednocześnie dwie wyklejki, co wymaga dwóch podajników wyklejek, dwóch klejarek, a przenośnik musi mieć trzy poziomy. Takie maszyny z reguły są agregowane z innym sprzętem do obróbki bloków, a zatem nie mają własnego podajnika bloków i urządzenia odbiorczego.
Przyklejanie wyklejek do bloków w porównaniu z przyklejaniem do notatników ma dwie główne zalety: możliwość dokładnego umieszczenia wyklejki na grzbiecie, co maksymalizuje siłę łączenia, oraz wysoką wydajność łączenia, ponieważ obie wyklejki są mocowane jednocześnie. Wadą jest brak możliwości obramowania wyklejki.
Dobór (montaż blokowy)
Bloki książek uzupełniane są selekcją: zeszyty nakładają się na siebie w określonej kolejności. Ten sposób montażu, w przeciwieństwie do zakładki, nie nakłada ograniczeń na objętość bloku.
Automatyczny dobór notebooków odbywa się w sortownikach, których głównymi elementami są podajniki, przenośnik i urządzenie wyjściowe. Nowoczesne układarki budowane są według liniowego schematu poziomego: notebooki są kolejno podawane na stół przenośnika z podajników zainstalowanych na tej samej linii poziomej. Obecnie podajniki są używane głównie z wyjściem notebooków od spodu stopki, ponieważ taki schemat umożliwia uzupełnianie zapasów notebooków podczas pracy bez zatrzymywania maszyny.
Każdy podajnik zawiera zeszyty o określonej sygnaturze. Zeszyty są ładowane do magazynów podajników kolejno z urządzenia odbiorczego: pierwszy notatnik do ostatniego magazynu, drugi do przedostatniego itd. Ostatni zeszyt jest podawany na przenośnik jako pierwszy, następnie umieszczany jest na nim przedostatni i tak dalej, aż blok będzie kompletny. W przypadku, gdy sortownica nie posiada wystarczającej liczby podajników, można zapewnić ręczne podawanie częściowo wybranych zestawów do maszyny.
Kompilarki mogą być agregowane z urządzeniami do mocowania klocków, w szczególności z maszynami do klejenia bezszwowego.
Mocowanie blokowe
Głównymi sposobami mocowania bloków książkowych jest szycie nićmi oraz oprawa klejona bezszwowa. Dodatkowo ciekawa, choć nie szeroko stosowana, jest technologia oprawy notesów termonitkami z dalszym klejeniem bloku.
Bloki do szycia z nitkami
Szycie nićmi to najstarsza technologia oprawiania bloków książkowych, która była stosowana w średniowieczu przy wytwarzaniu ksiąg rękopiśmiennych. Jej długie istnienie wynika z faktu, że szycie nićmi zapewnia największą wytrzymałość i trwałość zapięcia klockowego.
Rozróżnia się szycie blokowe i tetradowe, jednak w Rosji tradycyjnie stosuje się tylko szycie tetradowe. Jego zalety to duża siła wiązania bloków i dobre otwieranie książki. Ponadto szycie pojedynczym ściegiem nie nakłada ograniczeń na kolejne operacje obróbki bloku. Główne wady tej metody oprawy to duża pracochłonność oraz zależność wydajności szycia od objętości bloku: dla bloków zawierających różną liczbę zeszytów czas oprawy jest inny. Ta cecha szycia potterydnego znacznie komplikuje agregację sprzętu szwalniczego z maszynami do komisjonowania i liniami do obróbki bloków w linii.
Maszyny do szycia nici do szycia zeszytów dzielą się na maszyny automatyczne i półautomatyczne. Maszyny szwalnicze wyposażone są w samopodajniki, otwieracze notesów typu pętelkowego i bezpętlowego (przerzucającego), aw maszynach półautomatycznych notes otwierany jest i umieszczany na stole maszyny ręcznie. Poprawność numeru (podpisu) notebooka może być automatycznie kontrolowana za pomocą fotoczujnika.
Notatniki w trakcie szycia są połączone kilkoma ciągłymi nitkami, które tworzą szwy. Każda nić jest złożona na pół, wciągnięta do notatnika przez jeden otwór i wyciągnięta przez drugą. Pętle tworzą łańcuszek, a ostatnia pętla w szwie jest wiązana węzłem.
W szyciu blokowym stosowane są cztery rodzaje ściegów: prosta broszura, prosta introligatornia, składana broszura i składana introligatornia. W szyciu introligatorskim materiał do oprawy przyszywany jest do bloku. W zależności od ilości typów obsługiwanych ściegów maszyny do szycia dzielą się na uniwersalne i specjalistyczne.

Powstawanie szwów następuje w wyniku interakcji narzędzi do szycia: nakłuć, igieł, haczyków i bramek. Przebicia tworzą dziurki w zagięciu notatnika otwarte pośrodku, igły prowadzą nitki do otworów, bramki przenoszą nitki na haczyki, które je wyciągają. Zszyty zeszyt wsuwany jest na stół odbiorczy maszyny - do pozostałych zeszytów bloku. Po zszyciu kompletu zeszytów w celu zaciśnięcia węzłów i oddzielenia bloków od siebie wykonuje się ścieg jałowy, a następnie przecina się nić między blokami. W celu dodatkowego wzmocnienia bloku, zewnętrzne zeszyty można przykleić wzdłuż grzbietu (klej nakłada się przed szyciem).
Należy zauważyć, że największą wytrzymałość oprawy szyjącej uzyskuje się przy oprawie zeszytów o objętości co najmniej 16 stron i zdecydowanie zaleca się, aby wszystkie zeszyty miały tę samą objętość.
Ponieważ automatyczne maszyny do szycia są dość drogie, dla większości drukarzy, które decydują się na wyposażenie swojego obszaru podrukowego w sprzęt do szycia, najlepszym wyborem będzie maszyna półautomatyczna.
Klejenie bezszwowe
W przypadku klejenia bezszwowego (CBS), arkusze w bloku są mocowane folią klejącą. W porównaniu do szycia nićmi KBS ma następujące zalety:
- wysoka prędkość;
- niezależność wykonania procesu klejenia od objętości bloku, co ułatwia agregację maszyn do BBS z urządzeniami do pobierania i obróbki bloku;
- względna prostota i niski koszt sprzętu.
Jednocześnie bloczki klejone mają niższą wytrzymałość i gorszą otwieralność niż te szyte nićmi. Inną istotną wadą KBS jest nieprzydatność tej metody do klejenia twardych, słabo chłonnych papierów klejowych (np. papierów powlekanych).

Zwyczajowo rozróżnia się trzy rodzaje CBS:
- bez wycinania fałd;
- z częściowym wycięciem fałd kręgosłupa;
- z pełnym wycięciem fałd kręgosłupa.
Idea KBS bez wycinania fałd jest bardzo atrakcyjna, ponieważ pozwala na uzyskanie dość znacznej oszczędności papieru przy dobrym otwarciu książki i braku uszkodzeń grzbietów zeszytów narzędziami do szycia. Głównym problemem KBS bez wycinania fałd jest mocowanie kartek wewnątrz notesu. Aby rozwiązać ten problem, można zastosować przeszycia arkuszy nićmi termicznymi (patrz niżej) lub arkusze klejące. Klejenie można wykonać zarówno w procesie falcowania, jak i w maszynie KBS poprzez aktywację wcześniej nałożonego kleju termotopliwego. Inną opcją wykonania CBS bez rozcinania fałd grzbietowych jest zastosowanie składania „akordeonowego”, w którym zeszyty nie mają kartek zagnieżdżonych w sobie. Jednak niezwykle trudno jest osiągnąć wysoką dokładność wyrównania fałd korzeniowych przy takim fałdowaniu. Obecnie CBS bez przecinania fałdów kręgosłupa jest stosowany stosunkowo rzadko.
KBS z częściowym wycięciem fałd kręgosłupa polega na usunięciu 60-80% fałdów kręgosłupa poprzez perforację fałd kręgosłupa, uformowanie szczelin lub wyfrezowanie środkowej części kręgosłupa na głębokość 1,5 mm. Usunięcie zagięć pozwala klejowi wniknąć do wnętrza zeszytów, a resztki zagięć pomagają mocno trzymać pary kartek. Jednocześnie KBS z częściowym wycięciem fałd grzbietowych nie jest zalecany do zeszytów zawierających więcej niż 16 stron, ponieważ w takim przypadku otwarcie zeszytu może ulec pogorszeniu i nie zostanie osiągnięte mocne sklejenie wewnętrznych arkuszy zeszytów.
Wykrawanie szwów można wykonać na falcerkach, ale dłutowanie i frezowanie wymagają specjalistycznego sprzętu. Aby zwiększyć siłę wiązania bloków, można zastosować wzmocnienie frezowanej części grzbietu tkanymi lub nietkanymi materiałami syntetycznymi.
Najszerzej stosowana w produkcji książek jest technologia CBS z pełnym cięciem fałd grzbietowych. Dzięki tej technologii blok dzieli się na oddzielne arkusze, a następnie łączy się je folią samoprzylepną. Proces KBS z pełnym cięciem fałd grzbietowych obejmuje następujące operacje:
- mechaniczne usuwanie fałd kręgosłupa;
- torshonirovanie - nadając powierzchni kręgosłupa szorstkość;
- usuwanie pyłu papierowego;
- nakładanie kleju;
- suszenie kleju.
Usuwanie fałd kręgosłupa odbywa się za pomocą specjalnych narzędzi tnących - frezów palcowych lub noży krążkowych. Minimalna wymagana głębokość cięcia jest równa grubości grzbietu notatnika, czyli im większa, tym większy jest jego rozmiar strony i grubość papieru.

W pierwszym przypadku odpad ma wygląd zakurzony, a cięcie ma silną chropowatość, w drugim odpadem są wióry papierowe, a cięcie charakteryzuje się dużą gładkością. Frezy i noże krążkowe mogą być monolityczne z lutowanymi zębami lub kompozytowe z wyjmowanymi frezami.
Aby usunąć fałdy, blok jest przesuwany za pomocą specjalnych dysków lub listew chwytających względem obracającego się narzędzia tnącego. Płaszczyzna obrotu narzędzia jest lekko nachylona w stosunku do płaszczyzny kręgosłupa, dzięki czemu zęby noża lub noża nie dotykają już obrobionej części bloku.
Po usunięciu fałd grzbietowych powierzchnię grzbietu bloczka można poddać dodatkowej obróbce w celu polepszenia kontaktu arkuszy z klejem. O jakości grzbietu po frezowaniu decyduje wytrzymałość papieru, geometria narzędzia skrawającego, stopień jego ostrzenia, głębokość skrawania, posuw bloku i wiele innych czynników. Idealnie powierzchnia grzbietu powinna być chropowata o wysokości makro-chropowatości do 0,4 mm, co maksymalizuje obszar styku papieru z klejem przy zachowaniu wytrzymałości arkuszy - bez rozrywania. Do uformowania takiej powierzchni stosuje się skręcanie za pomocą narzędzi końcowych: szczotek, krążków szmerglowych itp. Palnikowanie należy wykonywać w przypadku cięcia fałd nożami krążkowymi (przy zastosowaniu frezów palcowych korzenie mogą mieć chropowatość wystarczającą do mocnego sklejenia). Dodatkowa obróbka kręgosłupa po wycięciu fałd obejmuje również zastosowanie rowków poprzecznych o głębokości do 1,5 mm w odstępach od 2 do 20 mm. Frezy do rowków można przymocować do głowicy skrętnej.
W wysokowydajnych maszynach KBS cięcie fałd i tonowanie odbywa się zwykle w oddzielnych sekcjach, w maszynach wolnoobrotowych sekcje te można łączyć.
Po skręceniu grzbiet jest oczyszczany z pyłu papierowego za pomocą szczotek końcowych lub cylindrycznych.
Obecnie w KBS stosuje się klej dyspersyjny na zimno na bazie PVA oraz kleje termotopliwe o różnym składzie. Klej na zimno PVAD charakteryzuje się dobrą penetracją, dobrą przyczepnością do szerokiej gamy papierów, wysoką elastycznością folii klejącej, a także niezmiennością jej właściwości w czasie. Główną wadą PVAD jest konieczność intensywnego suszenia, co wymaga dużego zużycia energii.
Kleje termotopliwe charakteryzują się dużą szybkością klejenia, jednak pod względem elastyczności, przyczepności i odporności na starzenie folii klejącej przez długi czas nie ustępowały PVAD. Sytuację zmienił rozwój klejów topliwych na bazie poliuretanów (patrz artykuł „Poliuretanowe kleje topliwe do klejenia bezszwowego” w CompuArt nr 4'2007), które pod względem swoich właściwości nie tylko nie ustępują, ale nawet lepszy od PVAD. Obecnie wiele zachodnich drukarni zgromadziło już udane doświadczenia w stosowaniu tego typu klejów.
Konstrukcje urządzeń klejących w nowoczesnych maszynach KBS są bardzo zróżnicowane. Z reguły urządzenia te posiadają indywidualny napęd, który zapewnia równość obwodowej prędkości obrotu rolek aplikujących i liniowej prędkości bloku. Do kontroli grubości nałożonego kleju stosuje się rakle. Aparat do klejenia może zawierać dodatkowe wałki lub szczotki do wcierania i wygładzania kleju. Nadmiar kleju usuwa się specjalnym skrobakiem. Aparaty do nakładania klejów termotopliwych wyposażone są w systemy kontroli temperatury. Czasami, zwłaszcza przy użyciu poliuretanowych klejów topliwych, takie urządzenia mogą mieć konstrukcję zamkniętą.

W niektórych maszynach KBS klej na zimno nakładany jest w dwóch etapach: w pierwszej sekcji kleju nakładana jest cienka warstwa kompozycji płynnej, która dobrze się wchłania i głęboko wnika w papier, a w drugiej grubą warstwę o większej lepkości nakładany jest klej.
Do suszenia kleju na zimno stosuje się promieniowanie podczerwone lub prądy mikrofalowe. Klej termotopliwy utrwala się podczas chłodzenia i z reguły nie wymaga wymuszonego suszenia.
Dodatkową operacją po sklejeniu bloku może być jego oklejenie taśmą papierową lub tkaninową w odpowiedniej sekcji maszyny KBS. W tym celu specjalna maszyna do klejenia wykonuje boczne smarowanie bloku lub taśmy obrzeżowej. W praktyce stosuje się zarówno podłużne, jak i poprzeczne podawanie materiału obrzeża, który jest odcinany z rolki, umieszczany na grzbiecie i dociskany do niego.
Układ transportowy maszyn CBS może być budowany według schematów prostoliniowych, kołowych (karuzela) i zamkniętych prostoliniowych kołowych. Zgodnie z pierwszym schematem budowane są głównie maszyny o niskiej wydajności, według drugiego - maszyny o średniej wydajności, według trzeciego - systemy o wysokiej wydajności.
Szycie nićmi termicznymi (szycie i klejenie)
Szycie nićmi termicznymi to technologia, która pozwala na mocne mocowanie kartek w zeszytach. Do szycia używana jest specjalna nić, która zawiera składnik, który topi się po podgrzaniu. W miejscu przyszłej zakładki zeszyty są szyte kilkoma nitkami
Zszywki w kształcie litery U, których końce są zgrzane rozgrzanym prętem do papieru. Następnie na składanym lejku formowana jest ostatnia fałda zeszytu. Wybrane zestawy zeszytów szytych nićmi termicznymi są sklejane w bloku (fałdy nie są usuwane).
Główne zalety szycia nićmi termicznymi:
- wysoka siła wiązania, porównywalna z tradycyjnym szyciem nici;
- dobre ujawnianie książek;
- duża prędkość szycia, która umożliwia agregowanie osprzętu do łączenia nićmi termicznymi na falcerkach.
Niestety sprzęt do szycia nićmi termicznymi jest dość drogi i produkowany jest tylko przez jedną firmę - producenta maszyn drukarskich.
Przetwarzanie bloków
Proces obróbki bloków klejonych może obejmować następujące operacje:
- zaciskanie bloków;
- klejenie i suszenie kręgosłupa;
- zaciskanie kręgosłupa;
- trójstronne cięcie bloku;
- lamówka;
- zaokrąglanie kręgosłupa;
- gięcie fałd lub krawędzi;
- klejenie materiału korzeniowego;
- przyklejanie zakładki wstążki;
- klejenie kapitalików;
- klejenie paska papieru.
Obowiązkowe operacje dla bloków spiętych nićmi to klejenie, suszenie i zaciskanie grzbietu, a także trójstronne przycinanie, natomiast pozostałe operacje wykonuje się, jeśli zostaną przedstawione odpowiednie wymagania dotyczące projektu i trwałości książki. W przypadku bloków klejonych wymagane jest tylko przycinanie z trzech stron.
Zaciskanie bloków mocowanych przez szycie przed sklejeniem grzbietu odbywa się w celu kalibracji ich grubości. Dodatkowo podczas procesu zagniatania otwory wykonane w zagięciach za pomocą narzędzi szwalniczych są dociskane, co zapobiega przedostawaniu się kleju przez nie do bloku. Aby osiągnąć lepsze zagęszczenie bloków w zespołach do obróbki bloków, zagniatanie jest wykonywane wielokrotnie. Po zaciśnięciu grzbiet jest zgrzewany, w wyniku czego grzbiety zeszytów są dodatkowo mocowane folią samoprzylepną, która nadaje grzbietowi bloku solidności i wytrzymałości.
Podczas cięcia bloków z trzech stron wszystkie fałdy są odcinane, z wyjątkiem korzeni, a blok uzyskuje ostateczne wymiary geometryczne. Przycinanie odbywa się jednoetapowo nożem trzyostrzowym lub trzystopniowo nożem jednoostrzowym. W drugim przypadku najpierw wycina się dolną krawędź bloku, potem głowę, a dopiero potem przednią krawędź. Przy obcinaniu dolnej i górnej krawędzi blok należy ułożyć tak, aby nóż najpierw wbił się w kręgosłup, gdyż minimalizuje to ryzyko wyrwania części kręgosłupa.

Cieniowanie – operacja poprawiająca wygląd książki – wykonujemy na automatach lub ręcznie. Dostępne są również automatyczne i półautomatyczne urządzenia do metalizacji (z reguły złocenia) wykrojów folią drukarską. W takich maszynach cięta powierzchnia jest wstępnie szlifowana i pokrywana lakierem podkładowym.
Zaokrąglanie grzbietu - nadanie grzbiecie bloku książki i jego przedniej krawędzi zaokrąglonego kształtu - jest wykonywane w celu wyrównania grubości bloku i poprawy otwierania książki. W maszynach półautomatycznych zaokrąglanie wykonuje się poprzez wciskanie w blok profilowy, w automatycznych liniach do obróbki bloków często stosuje się walcowanie w rolkach.
Zaginanie fałd (krawędzi) grzbietu bloku - nadanie grzbietowi grzybkowego kształtu - pomaga zwiększyć wytrzymałość bloku i siłę mocowania bloku do okładki oprawy, ponieważ złożone fałdy tworzą podparcie dla boki okładki. Składanie fałd odbywa się zwykle za pomocą bloku profilowego lub rolki profilowej.
Przyklejenie wstążki zakładkowej, materiału grzbietowego, kaptalów i paska papieru do grzbietu kończy obróbkę bloku przed włożeniem go do oprawy oprawy. Materiał grzbietu i pasek papieru służą do wzmocnienia bloku.
Jeżeli blok był spięty nitkami z przyszyciem gazy drukarskiej (ściegi wiążące), nie można wykonać doklejenia dodatkowego paska materiału grzbietowego.
Kaptal - bawełniana, pół-jedwabna lub jedwabna wstążka o szerokości do 10 mm z pogrubioną krawędzią. Kaptal przykleja się do górnej i dolnej krawędzi bloczka, aby dodatkowo je zabezpieczyć i zakryć szczelinę między grzbietem bloczka a grzbietem okładki.
Obróbka bloków może być wykonywana ręcznie, na pracujących urządzeniach lub na automatycznych liniach do obróbki bloków. W warunkach produkcji małoseryjnej wykorzystanie sprzętu półautomatycznego w połączeniu z pracą ręczną przy wykonywaniu niektórych rzadkich operacji (np. gdy konieczne jest przyklejenie zakładki) wydaje się racjonalnym wyborem.
Zakończenie w następnym numerze
Operacja zakłada mocowanie poszczególnych zeszytów do bloku poprzez sekwencyjne zszycie każdego zeszytu z jednoczesnym jego mocowaniem do uprzednio zszytej części bloku w wyniku przejścia nitek z jednego zeszytu na drugi.
Wymagania dotyczące jakości nici do szycia
Tolerancje odchylenia i zmienności są określane zgodnie z najnowszym wydaniem GOST 5773-90 „Publikacje w książkach i czasopismach. Formaty” i OST’a 29.124-94 „Publikacje książkowe. Ogólne warunki techniczne»
- Zszyty kompletny blok powinien zawierać pełną liczbę wysokiej jakości zeszytów tego wydania, ułożonych w kolejności numerów sygnatur, z górnymi krawędziami w jednym kierunku.
- Rodzaj szycia, ilość ściegów i ich rozmiar odpowiadają wskazówkom na schemacie zamówienia.
- W bloku książki nie ma „skórek”, tj. nie zszyte kartki, ze względu na nieprawidłowe otwarcie notesu (nie w złączu).
- Skrajne pary zeszytów bloku książki są mocno i starannie sklejone wzdłuż grzbietu (bez kleju na stronach i sklejania ich ze sobą)
- Jeden pusty ścieg między zszytymi blokami książki. Podczas szycia bloków książkowych na gazie ścieg jałowy znajduje się pomiędzy ostatnim zeszytem a pętlą z gazy. Niedopuszczalne są ściegi puste między zeszytami bloku książki, które powstają z powodu opóźnienia w zakładaniu zeszytu.
- Zeszyty i wyklejki bloku książki są czyste i nieuszkodzone.
- Pogrubienie grzbietu po szyciu powinno być jak najmniejsze.
- Otwory powinny być jak najmniejsze, aby uniknąć późniejszego wycieku kleju do notebooków.
Ogranicz odchylenia podczas szycia nićmi (mm):
| Zagięcia głowy i grzbietu zeszytu bloku książki są na tym samym poziomie i leżą odpowiednio w tej samej płaszczyźnie. | Niepchanie i chowanie pojedynczych zeszytów nie więcej niż 1 |
| Odległość od szwów krawędziowych do głowicy i dolnych krawędzi szytego bloku książki jest taka sama | Nie mniej niż 15 i nie więcej niż 30 |
| Blok książki jest mocno zszyty: zeszyty są zszyte wszystkimi ściegami, nitki ściegów są równomiernie naciągnięte i nieuszkodzone (nie oderwane, bez luźnych pętelek) | Przemieszczenie przebić z zagięcia zeszytów nie więcej niż 0,5 |
| Blok książki jest ciasno zszyty. Gęstość grzbietu usieciowanego bloku jest równa gęstości grzbietu zatwierdzonego bloku odniesienia. Pętelkowe szwy na grzbiecie bloku nie tworzą zgrubień | Grubość: o objętości bloku do 320 stron - 1,5-2,5 o rozmiarze bloku powyżej 320 stron - 3,5 |
Produkcja bloków książkowych obejmuje tylko dwie operacje - ich montaż i mocowanie, ale są to operacje niezwykle ważne, ponieważ jakość ich wykonania decyduje o najważniejszych właściwościach konsumenckich publikacji książkowych - łatwości użytkowania, ich wytrzymałości i trwałości.
Kompletacja to selekcja w ścisłej kolejności wszystkich zeszytów lub kartek bloku książki lub pełna edycja. Zgodnie z projektem publikacji książkowych bloki książek są montowane z wkładką i wyborem ( ryc. 5.1); pełne edycje, składające się z oddzielnych arkuszy, uzupełniane są tylko wyborem.
Wypełnianie bloków wkładką stosuje się wyłącznie przy produkcji małonakładowych publikacji książkowych o grubości bloku do 4 lub 5 mm - odpowiednio publikacje w oprawie okładkowej i w okładce. Ograniczenie to tłumaczy się tym, że przy większej grubości bloku szerokość kartek i przednich marginesów wewnętrznej rozkładówki gotowej książki będzie o ponad 3-4 mm mniejsza niż zewnętrznych arkuszy bloku .
W produkcji na małą skalę bloki książek są składane ręcznie. W przypadku sztaplowania z zakładką, stosy zeszytów są układane na stole w kolejności numerów zeszytów od lewej do prawej, a układanie odbywa się od prawej do lewej, umieszczając zeszyty wewnętrzne w zeszyty zewnętrzne, a następnie w całości. zablokować w okładce. Podczas kompletacji z selekcją stosy zeszytów umieszcza się w komórkach specjalnego stołu, kompletacja rozpoczyna się od ostatniego zeszytu lub arkusza bloku, kładąc je na rogu dłoni lub kartonu.
W produkcji średnio i wielkoseryjnej publikacji w okładce kompletacja z wkładką jest realizowana na wkładarkach i wkładkowo-szyjno-tnących jednostkach (VSHRA). Na maszynach do szycia wkładki zeszyty i okładka są ręcznie otwierane na środku i kolejno wyrzucane - wewnętrzny na przenośnik łańcuchowy, a zewnętrzne i okładka jeden na drugim w miarę przemieszczania się do maszyny szwalniczej działającej w trybie automatycznym. tryb. W VSHRA wszystkie operacje, z wyjątkiem załadunku podajników, są zautomatyzowane. Nowoczesne VSHRA posiadają maksymalną techniczną prędkość pracy od 167 do 300 cykli/min.
W dużych przedsiębiorstwach poligraficznych montaż bloków przez selekcję odbywa się na maszynach zbierających, na przykład 891 i 892 (Bremer-Stahl, Niemcy), liczba stanowisk do ładowania zeszytów może osiągnąć 42, a maksymalna prędkość techniczna to 120 cykli / min. Przed pracą i okresowo w trakcie pracy stacji podawczych maszyny kompletacyjnej stosy zeszytów są ręcznie ładowane w ścisłej kolejności ich numerów sygnatur. Podczas pracy maszyny zeszyty wyprowadzane są podajnikami na przenośnik montażowy, który podczas cyklu pracy maszyny przemieszcza się na szerokość jednego magazynu i wyświetla gotowe bloki na stole odbiorczym lub przekazuje je do dalszej obróbki (rys. 5.2) .
Na sortownikach z dużą liczbą stacji można pobrać dwa lub trzy bloki książek w jednym cyklu, ale jeśli liczba zeszytów w bloku jest znacznie większa niż liczba stacji w maszynie, wówczas dwie połówki bloki są uzupełniane osobno, po czym są łączone ręcznie. W przypadku klejenia bezklejowego (CBS) bloków książkowych, układarka jest połączona z jednostką CBS, co pozwala na zorganizowanie ciągłej produkcji in-line już od operacji montażu bloku, prędkość takich jednostek może sięgać 300 taktów/min.
Wypełnione bloki powinny zawierać pełną liczbę wysokiej jakości zeszytów tej edycji, które należy ułożyć w określonej kolejności, z polami o tych samych nazwach w jednym kierunku. Notebooki muszą być czyste i nieuszkodzone. W celu wizualnej kontroli jakości bloków uzupełnionych selekcją, w miejscu grzbietu z góry drukowane są zagięcia zeszytów, zeszytów i niestandardowe znaki, które w gotowym bloku tworzą właściwą „drabinkę” i poprzeczny pasek na grzbiecie ( Rys. 5.3).
Klejenie bloków książek, składających się z pojedynczych kartek lub zeszytów, może odbywać się na różne sposoby, z których każdy ma swoje zalety, wady i podstawowy obszar zastosowania. W zależności od wariantu technologii mocowania bloczków książkowych wszystkie metody dzielimy na zeszytowe i bloczkowe, a ze względu na rodzaj materiałów mocujących, części lub urządzeń – na szyte, samoprzylepne, szwalno-klejowe i mechaniczne. W zależności od rodzaju ułożenia zeszytów lub klocka w maszynie do szycia i rozmieszczenia zapięć, zapięcie szycia można wykonać w rozdwojeniu (wzdłuż grzbietu zeszytów), ściegiem (wzdłuż grzbietu zgięcia klocka) z intarsją) i ściegiem (wzdłuż pola grzbietowego bloku uzupełnionego selekcją). Klejenie odbywa się wzdłuż powierzchni kręgosłupa, a metodami mechanicznymi - wzdłuż pola kręgosłupa bloku.
W przypadku oprawy zeszytowej bloków książkowych, która jest typowa tylko dla szycia nićmi i drutem, wszystkie kartki każdego zeszytu są spięte poprzecznymi elementami szwu nici lub nóżkami zszywek drucianych, a zeszyty są kolejno łączone ze sobą przy użyciu zewnętrznych elementów szwu i materiału korzeniowego lub przy szyciu drutem - tylko za pomocą materiału korzeniowego. Przy oprawie blokowej kartki lub zeszyty bloku książkowego mocowane są jednocześnie w jednym lub kilku (przy szyciu ściegami i ściegami - w kilkudziesięciu) cyklach pracy urządzenia.
Technologia oprawy zeszytowej bloków książkowych zapewnia wysoką wytrzymałość, trwałość i dobre otwieranie wydań książkowych, ale jej duża pracochłonność, wprost proporcjonalna do ilości zeszytów w bloku książkowym, nie pozwala na włączenie tej operacji do ciągłej produkcji masowej . Technologia mocowania bloków blok po bloku, których pracochłonność głównych opcji nie zależy od ich grubości i formatu, zapewnia wysoką wydajność wiodącego sprzętu, pozwala organizować ciągłą produkcję w linii największej część łańcucha operacji technologicznych, rozpoczynając go od montażu bloków, a nie od ich obróbki, jak to ma miejsce w przypadku klejenia bloków do notebooków. Przy mocowaniu bloków blok po bloku, zwykle powstaje konstrukcja wydania książkowego, która jest równie mocna w grubości bloku, ale mocuje się zewnętrzne (przy połączeniu z wkładką - zewnętrzną i wewnętrzną) arkusze bloku mniej stanowczo. Ujawnienie publikacji zależy głównie od rodzaju zapięcia klockowego i może się wahać od pełnego (przy mocowaniu spiralami, grzebieniami, zamkami) do słabego (przy szyciu drutem w zakładce, mocowanie śrubami i nitami).
W metodach szycia, przy szyciu bloków nićmi i drutem materiałami mocującymi są nici lub cienki drut, w metodach klejonych bezszwowych (CBS) - klej (dodatkowo - materiał okładkowy lub obrzeżowy); w metodzie szwalno-klejowej kartki każdego notesu są spięte zszywkami nici, a notesy ze sobą - klejem i materiałem obrzeżowym. W mechanicznych metodach mocowania bloków stosuje się metalowe lub plastikowe łączniki - śruby z nakrętkami, nity, spirale, pierścieniowe grzebienie, klipsy i urządzenia blokujące z odłączanymi szeklami.
Metody szycia do mocowania klocków pozwalają na uzyskanie dużej wytrzymałości i trwałości publikacji, jednak przy znacznej grubości lub wysokości klocka jest to bardzo pracochłonne. Oprawa klejona bezszwowa, w zależności od obciążenia drukarni, może być realizowana na stosunkowo prostych urządzeniach półautomatycznych lub na wysokowydajnych liniach produkcyjnych, na których można wykonać większość łańcucha operacji zszywania i oprawy. Charakteryzuje się niską pracochłonnością procesu technologicznego oraz wysoką opłacalnością produkcji. Jednocześnie KBS daje dobre wyniki tylko przy starannym doborze kleju do papieru i ścisłym przestrzeganiu trybów operacji technologicznych. Szycie-klejenie bloków łączy zalety szycia i klejenia metodami, daje możliwość organizacji produkcji ciągłej, począwszy od montażu bloków książkowych, dobrą wytrzymałość, trwałość i otwieranie publikacji. Do jego wad należy fakt, że może być stosowany w obróbce wyrobów z druku arkuszowego, ponieważ oprawa zeszytów ze zszywkami nićmi odbywa się na falcerkach wyposażonych w maszyny do szycia. Mechaniczne metody mocowania pozwalają na bezpieczne mocowanie bloków o niemal dowolnej grubości i dowolnym formacie na prostym, małym sprzęcie. Zapewniają dużą wytrzymałość i trwałość różnym produktom typu książkowego, jednak ich zastosowanie wymaga wstępnej operacji wycięcia lub wywiercenia otworów w obszarze grzbietu bloku, a procent zużycia papieru jest znacznie zmniejszony.
Można argumentować, że maksymalną wytrzymałość i trwałość publikacji książkowych zapewnia mocowanie bloków za pomocą nici, nieco mniej - mocowanie za pomocą nici drucianych i termicznych, a najmniejsze - klejenie bezszwowe. Pełne otwarcie wydawnictw książkowych zapewnia mocowanie bloków spiralami, grzebieniami i zamkami, bardzo dobre - szycie zeszytów nićmi i drutami oraz mocowanie klejowo-szyte, dobre - KBS, a złe - szycie nitkami i ściegiem drucianym, mocowanie za pomocą śrub, nitów i klipsów. Pod względem wydajności wiodącego sprzętu, kosztów pracy i opłacalności produkcji najlepsze wskaźniki mają szycie ściegiem drutowym i klejeniem bezszwowym, dobre szycie i klejenie, najgorsze szycie zeszytów nitką i drutem oraz klejenie mechaniczne metody.
Szycie nitką jest najstarszą metodą oprawiania bloków książkowych, gdyż stosowano ją również do oprawy ksiąg rękopiśmiennych. W praktyce światowej stosuje się trzy rodzaje klocków do szycia z nićmi: notatnik, ścieg i ścieg. Szycie bazgrołów ma dwie odmiany: na gazie i bez gazy.
Przez prawie dwa tysiąclecia ręcznie pisane i drukowane książki były zszywane w zeszytach nitkami cienkich ścięgien i nićmi ręcznie za pomocą prostej maszyny do szycia (drewnianej deski ze stojakiem w kształcie litery U na krawędzi), co umożliwiało zapiąć więzadła lub warkocze w stanie napiętym. Technologia szycia zeszytów bloków książkowych została zmechanizowana dopiero pod koniec XIX wieku, w 1984 (Bremer, Niemcy) i zautomatyzowana w latach 50. XX wieku. XX wiek (ZSRR). Obecnie szycie bloków z nićmi odbywa się na specjalistycznych półautomatach i automatach szwalniczych. Specjalistyczne maszyny przeznaczone są do szycia blokowego ściegiem prostym ( rys. 5.4) bez gazy. Uniwersalne maszyny do szycia pozwalają na szycie bloków na gazie ściegiem prostym i skokowym oraz bez gazy ściegiem prostym i skokowym.
Do szycia stosuje się mocne nici nylonowe i bawełniane o gęstości liniowej około 50 tex (g / km) oraz poligraficzną gazę bawełniano-poliestrową marki NSh (do maszyn do szycia). Przy szyciu bez gazy kartki zeszytów i zeszytów łączy się ze sobą od trzech do sześciu szwów, których ilość zależy od wysokości bloku książki, a zeszyty skrajne bloku przykleja się do sąsiednich za pomocą wąski pasek kleju zapobiegający ich odrywaniu w wyniku rozpuszczenia szwu po przecięciu nitek pomiędzy blokami. Przy naszywaniu gazy do grzbietu bloczka dołącza się dodatkowo szeroką taśmę materiału korzeniowego z zewnętrznymi elementami szwu, która służy do pewnego mocowania okładki wiązania do bloczka, a pomiędzy bloczkami wykonuje się pętlę z gazy, który po cięciu, wykonanym ręcznie na stole odbiorczym maszyny, formuje płaty materiału korzeniowego o szerokości 18 lub 22 mm w zależności od formatu i grubości bloku.
Materiał grzbietu jest przygotowywany w postaci rolek, których szerokość jest wzorem „src="http://hi-edu.ru/e-books/xbook280/files/4.gif%20" border="0 " align="absmiddle" alt= "(!LANG:= В - 35 = в - 25, gdzie В - wysokość bloku przed, a в - po cięciu z trzech stron, mm.
Wydajność szwalniczych półautomatów wynosi około 60 zeszytów na minutę, a maksymalna prędkość techniczna maszyn sięga 100-130 taktów/min. Jednak nawet przy dużej prędkości szycia pracochłonność bloków do szycia składających się z 20–30 zeszytów stanowi znaczną część wszystkich kosztów pracy wymaganych przy procesach szycia i oprawy. W rezultacie szycie zeszytów nićmi jest obecnie stosowane głównie do oprawy, bloków publikacji przeznaczonych do długiego okresu użytkowania i (lub) intensywnego użytkowania - prac zbiorowych, encyklopedii, wielotomowych słowników i informatorów, podręczników itp. Szycie notesów bez gazy prostym ściegiem broszurowym stosowane jest głównie przy produkcji publikacji w oprawie introligatorskiej, jeśli dalsza obróbka bloków o grubości 12 - 40 mm ma być poddawana obróbce na automatycznych liniach tacowych, na których gaza jest klejony po obróbce mechanicznej kręgosłupa. Ta metoda szycia bywa stosowana przy produkcji małoseryjnej publikacji wielotomowych w okładce o grubości bloku większej niż 15 mm, jeśli nie można zastosować innych metod oprawy (np. z powodu braku wyposażenia) lub nie mogą one zapewnić wymagane wartości wytrzymałości, trwałości i otwarcia publikacji.
Blokowe szycie klocków ze ściegami ma ograniczone zastosowanie np. w wielkoseryjnej produkcji małonakładowych publikacji dziecięcych w oprawie introligatorskiej. Ta metoda klejenia stosowana jest na linii produkcyjnej De Flores (McCain, USA), w której bloki zszywa się na maszynie Singer (USA) ściegiem łańcuszkowym dwunitkowym o długości ściegu do 2 mm.
Szycie bloków książkowych z nitkami do wszywania można wykonać na specjalnych maszynach firmy Singer o stosunkowo grubych nitkach o gęstości liniowej około 100 tex. Za granicą ta metoda jest szeroko stosowana w produkcji publikacji przeznaczonych do długiej żywotności lub intensywnego użytkowania z selektywnym czytaniem - podręczników, informatorów, encyklopedii itp.
Szycie bloków książkowych drutem w produkcji publikacji w oprawie oprawy średnich, dużych i dużych tomów zaczęto stosować w ostatniej ćwierci XIX wieku: pierwsza wielourzędowa maszyna do szycia drutem została stworzona przez braci Bremer (USA) w latach 1875-1876. Była to półautomatyczna maszyna do zeszytowego oprawiania klocków na materiale grzbietowym. Na takich maszynach wykonuje się szycie drutem, w którym zszywki druciane uformowane przez 4-7 maszyn do szycia przebijają półotwarty notatnik od wewnątrz, a nóżki zszywek są zagięte nad materiałem korzeniowym.
W praktyce światowej stosuje się trzy rodzaje szycia drutem: ścieg zeszytowy i ścieg blokowy (ryc. 5.5) i vtachka. Szycie poczwórne drutem w łączniku jest szeroko stosowane (wraz z szyciem ceramiki nićmi) od około 80 lat, ale konkuruje z szyciem automatycznym nićmi w drugiej połowie XX wieku. ta metoda nie mogła. W latach 70. XX wiek maszyny do szycia drutem o przekroju poprzecznym zostały wycofane, ale obecnie są nadal używane w przedsiębiorstwach poligraficznych przy produkcji albumów, atlasów, inwentarzy i innych wyrobów małoseryjnych o prawie dowolnym formacie i grubości bloku.
Szycie blokowe bloków drutem siodłowym może być wykonywane na drutowych maszynach do szycia typu 4BSh1-30 (Ukraina), na wkładkach-szwalniach typu 731 i 735 (firma Polygraph, NRD) oraz na wkładkowo-szwalni -zespoły tnące (H11RA) różnych modeli. Szycie blokowe bloków ściegiem drutowym można wykonać na maszynach drutowych 4NSh-30 oraz na maszynach typu pick-and-sew, np. 891-D (Bremer-Shtal, Niemcy).
Jednomaszynowe zszywacze drutowe są przeznaczone do łączenia małych i średnich tytułów i bloków, a także szybko przechodzą ze zszywania siodłowego na zszywanie wsteczne lub odwrotnie. Wydajność tych maszyn jest niska (14 - 20 egz./min dla zszywania zeszytów i 10 - 15 egz./min dla zszywania wstecznego), dlatego znajdują zastosowanie głównie w małoseryjnej produkcji publikacji książkowych w okładce.
Maszyny do kompletacji i szycia nazywane są maszynami do kompletacji (patrz 5.1), wyposażone w urządzenia do szycia bloków w vtach. Przeznaczone są do produkcji bloków o średniej objętości do publikacji w okładce i mogą być z powodzeniem stosowane w produkcji średniej wielkości. W Rosji i krajach WNP maszyny te nie były szeroko stosowane, ponieważ takie publikacje są obecnie preferowane do mocowania bezklejową metodą szycia na maszynach, które również wykonują późniejszą operację przykrywania bloku okładką. Wkładkowe maszyny do szycia z ręcznym układaniem zeszytów i okładek nie są powszechnie stosowane ze względu na dużą pracochłonność konserwacji i niską rentowność. GShRA są szeroko stosowane, przeznaczone do masowej produkcji publikacji w okładce i posiadające maksymalną prędkość techniczną od 150 cykli/min (model 750, Bremer-Stahl, Niemcy) do 300 cykli/min (model 301, Muller-Martini, Szwajcaria" ).
Do szycia stosuje się cienki (około 0,6 mm) druk stalowy lub drut ogólnego przeznaczenia, którego średnica dobierana jest w zależności od gęstości powierzchniowej papieru. grubość zeszytów lub bloków i może różnić się od wskazanej w mniejszym lub większym kierunku o 01-0,2 mm.
Idea klejenia bezklejowego (CBS), łączenia pojedynczych arkuszy bloku książki tylko za pomocą kleju, pojawiła się już dawno (pierwszy patent został zarejestrowany w Austrii w 1811 r.), ale realna możliwość uzyskania mocnego i trwałego sklejenia arkuszy przy końce pojawiły się dopiero po wytworzeniu polioctanu winylu (1936 r., Niemcy), którego dyspersja wodna (PVAD) jest szeroko stosowana w technologii CBS. W Rosji i krajach WNP ten sposób oprawy bloków stosowany jest do oprawy publikacji w okładce od lat 50-tych, a do publikacji w oprawie oprawnej – od lat 80-tych. XX wiek
Zgodnie z technologią przygotowywania zeszytów blokowych do oprawy, metody oprawy klejowej dzielą się na trzy grupy:
1) z frezowaniem fałd grzbietowych zeszytów;
2) z częściowym zniszczeniem fałd;
3) bez niszczenia fałd.
W każdej grupie wyróżnia się trzy warianty technologii CBS, ale w tym samouczku opiszemy tylko te opcje, które były stosunkowo szeroko stosowane w przemyśle poligraficznym w Rosji i krajach WNP.
Najszerzej stosowanym na świecie jest wariant KBS z frezowaniem fałd grzbietowych bez rozpuszczania (przesuwania „drabinką”) arkuszy, w którym z gotowego bloku frezowane są fałdy grzbietowe do 5 mm, po czym pył papierowy jest ostrożnie usuwany, grzbiet bloku jest uszczelniony grubą (do 0,8 mm) warstwą kleju, a blok jest pokryty osłoną lub obszyty materiałem grzbietowym. Do produkcji publikacji w okładce przy użyciu tej technologii Muller-Martini (Szwajcaria) produkuje kilkanaście modeli maszyn i jednostek CES o maksymalnej prędkości technicznej od 25 (Baby Pony) do 300 cykli/min (Normbinder SFC). Aby wyposażyć małe przedsiębiorstwa poligraficzne, różne firmy produkują małogabarytowe półautomatyczne maszyny KBS, które wykonują dwie lub trzy podstawowe operacje: frezowanie i klejenie grzbietu, przykrywanie bloku okładką.
Wiodące firmy produkujące urządzenia do szycia i bindowania produkują jednostki KBS i linie produkcyjne przeznaczone do produkcji wydań w twardej oprawie. Takie linie produkcyjne (np. linia oparta na jednostce Systembinder KM firmy Kolbus, Niemcy) wyróżniają się tym, że maszyna kompletacyjna jest uzupełniona o sekcję do klejenia lub mocowania wyklejek do bloku, na której pracuje jednostka KBS „na zimno” klej, oraz sekcję do obrzynania grzbietu bloku tlącego, suszarkę o wysokiej częstotliwości i jest uzupełniony o przedłużony przenośnik do chłodzenia i suszenia obrzynanych bloków przed ich cięciem z trzech stron.
W przypadku KBS stosuje się nierozcieńczony PBA o wysokiej lepkości o zawartości suchej masy około 50% lub klej termotopliwy na bazie kopolimeru octanu winylu z etylenem. Klej termotopliwy jest podgrzewany przed pracą i nakładany na grzbiet bloku w postaci stopu o temperaturze od 140 do 180°C. Nie wymaga suszenia, ponieważ utrwala się podczas twardnienia dzięki naturalnemu chłodzeniu przez kilkadziesiąt sekund. KBS nakłada specjalne wymagania na papier bloku: nie powinien być mocno zaklejony i sztywny, najlepsze wyniki pod względem wytrzymałości i trwałości publikacji dają porowate, słabo klejone, cienkie papiery z cięciem frakcyjnym, z kierunkiem maszynowym wzdłuż kręgosłup bloku.
Zastosowanie kleju termotopliwego pozwala na około 1,5-krotne zwiększenie szybkości pracy urządzeń i pełną automatyzację produkcji w operacjach od montażu bloku do pakowania gotowych produktów. Do wad tego wariantu technologii CBS należy zaliczyć fakt, że klej termotopliwy jest znacznie droższy niż PVAD, daje sztywną i stosunkowo krótkotrwałą folię, co pogarsza otwieranie publikacji i ogranicza jego zakres do produkcji publikacji w pokrowiec o krótkiej żywotności,
na Ukrainie w latach sześćdziesiątych. Opracowano i wdrożono wariant KBS z frezowaniem fałd grzbietowych i wzmocnieniem grzbietu gazą poligraficzną owiniętą w wąskie poprzeczne nacięcia (szczeliny), co znacznie zwiększa wytrzymałość i trwałość klejenia arkuszy blokowych. Ta wersja KBS realizowana jest na półautomatycznej oprawie bezszwowej (PBS „Sputnik”), w której odbywa się obróbka kontenerowa (kilka egzemplarzy jednocześnie) bloków do publikacji w oprawie oprawy.
W ostatniej dekadzie do użytku przemysłowego znalazła odmiana KBS bez rozcinania fałd grzbietowych i klejenia miejsc fałd grzbietowych w procesie składania zadrukowanej taśmy papierowej w składach rolkowych maszyn drukarskich do książek i czasopism. Klejenie miejsc fałd korzeniowych można wykonać systemem aparatów atramentowych typu Optimatic-6000 (Planatolwerke W. Hesselman, Niemcy). Produkcja i obróbka bloków książkowych składających się z takich zeszytów może odbywać się na dowolnych maszynach i liniach produkcyjnych bezklejowej oprawy bezszwowej z wyłączoną sekcją frezowania grzbietu, co czyni ten wariant CBS bardzo obiecującym w wielkoseryjnej produkcji publikacji książkowych .
Inne warianty CBS nie są brane pod uwagę w tej dyscyplinie.
Metoda szyto-klejenia bloków książkowych została opracowana w NRD i znalazła zastosowanie przemysłowe w latach 60-tych. XX wiek Zgodnie z tą metodą oprawa bloku książki odbywa się w dwóch etapach: każdy notatnik bloku w procesie składania jest zszywany specjalnymi nićmi w miejscu zagięcia grzbietowego, a zmontowany blok, składający się z zeszytów zszywanych, jest zapinane na klej i obrzeże. Szycie zeszytów odbywa się na falcerkach wyposażonych w specjalne maszyny do szycia model 311, zainstalowane nad stołem transportowym ostatniej sekcji falcującej. Maszyna do szycia tworzy dwie zszywki nici ( ryc. 5.6), których nóżki w momencie krótkiego zatrzymania notatnika na stole transportowym falcerki są wyprowadzane przez otwory utworzone przez cienkie igły na zewnątrz bok notebooka, wygięty na bok, dociśnięty i zgrzany do notebooka wzdłuż linii kolejnej fałdy korzeniowej podgrzanych do ok. 250°C podkładek. W falcerce, w zależności od wysokości grzbietu oprawianego zeszytu, można zastosować od jednej do czterech maszyn do szycia, co umożliwia spięcie zeszytów od dwóch do ośmiu zszywek, które są rozmieszczone parami i równomiernie wzdłuż wysokość kręgosłupa.
Szycie nićmi termicznymi może być również wykonywane na półautomatach model 301 oraz na falcerkach 341 (Bremer-Stahl, Niemcy). W maszynach półautomatycznych 301 otwarty notatnik jest ręcznie umieszczany na pulpicie i zszywany przez naciśnięcie pedału. Maszyny do szycia i falcerki 341 można podłączyć do dowolnej falcerki, aby uszyć częściowo złożony zeszyt i uzyskać ostatnią (trzeci lub czwartą) złożenie.
Maszyna 341 posiada jedną rotacyjną maszynę do szycia (ryc. 5.7), która mocuje zeszyty w trakcie ich ruchu, dzięki czemu zszywki nici są rozłożone równomiernie na całej długości zagięcia uzyskanego w odcinku grzbietowym, a ich liczba wynosi zależy od wysokości kręgosłupa.
Półautomaty szwalnicze 301 przeznaczone są do zastosowania w małych przedsiębiorstwach poligraficznych, gdzie wykorzystywane są do produkcji niskonakładowych wydawnictw okładkowych, wydawnictw książkowych. Falcerki i falcerki z urządzeniami 311 oraz maszyny do szycia i falcerki przeznaczone są dla średnich i dużych przedsiębiorstw produkujących wyroby książkowe w oprawie oprawy.
Do szycia nićmi termicznymi stosuje się specjalne dwuskładnikowe nici wiskozowo-polipropylenowe, których składnik polipropylenowy podczas szycia pełni rolę kleju termotopliwego przechodzącego w stan płynny w zakresie temperatur 220-270 ° C.
Klejenie szycie zapewnia jeszcze dwie operacje, które wykonuje się po zmontowaniu klocka: klejenie grzbietu i obrzeża, co pozwala na uzyskanie mocnego połączenia klejowego zszywanych zeszytów ze sobą i zwiększa niezawodność mocowania nóżek zszywek nici (rys. 5.8). Te i kolejne operacje wykonywane są na jednostce klejenia i obrzeży 670 (Bremer-Stahl, Niemcy), która jest wykorzystywana jako wyposażenie krok po kroku lub pracuje na linii produkcyjnej składającej się z maszyny kompletacyjnej 891, jednostki 670, Suszarka T2, TK lub T4 (różna moc - w zależności od grubości bloków książkowych) oraz trójnożowa krajarka SDY-EZ.
Mocowanie za pomocą nici termicznych było szeroko stosowane w Niemczech (pod koniec lat 80. w NRD zapinano w ten sposób ok. 50% publikacji książkowych). W Rosji i krajach WNP znajduje ona ograniczone zastosowanie, ponieważ wiąże się z drukiem arkuszowym i odbiorem zeszytów na falcerkach. Ze względu na niepodważalną zaletę tej metody oprawy - uzyskanie małych dziurek z nakłuć cienkimi igłami w grzbiecie zeszytów, przez które nie przenika klej nakładany na grzbiet podczas obróbki bloku i uszkadzający wewnętrzne rozkładówki książki - metoda ta stosowana jest przy produkcji ilustrowanych publikacji książkowych, drukowanych na papierach powlekanych i wysokokalandrowanych.



